第一项拉挤专利于 1951 年颁发,纤维增强聚合物 (FRP) 拉挤结构构件在新建筑以及现有结构的修复和加固中的可用性、多样性和利用率在过去两年中以惊人的速度增加几十年。随着对轻质、高刚度和/或高强度以及耐腐蚀材料的需求不断增加,预计这一趋势将继续下去。
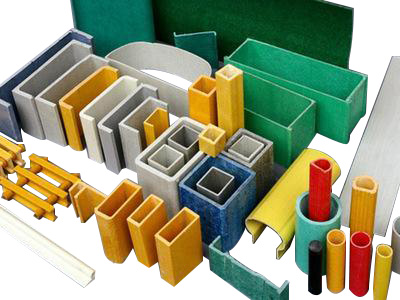
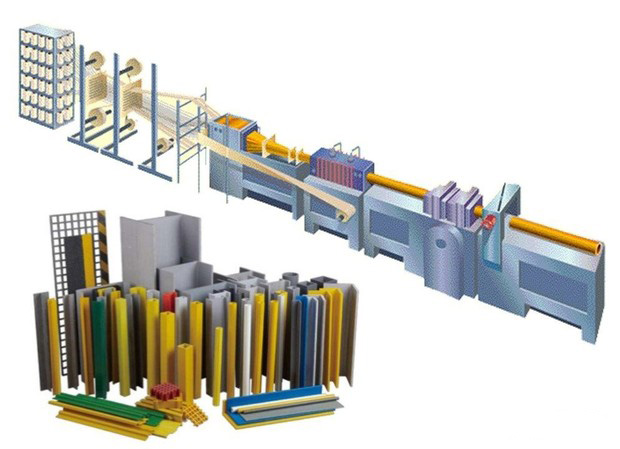
拉挤成型是制造具有恒定横截面的连续长度的玻璃纤维增强塑料 (FRP) 复合材料的制造工艺。这种制造方法制造出一致的横截面 FRP 型材,非常类似于建筑中通常使用的钢型材。它类似于挤压,但该过程通过模具拉动纤维增强材料。
拉挤工艺
拉挤成型是大批量、快速生产和连续制造要求的最佳方法。它以其成本效益、能源效率、可负担性、生态友好性和最少的废物产生而成为一种流行的选择。
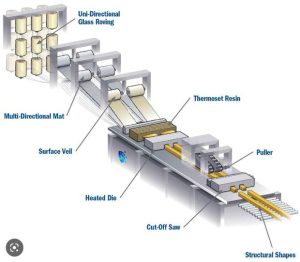
拉挤制造工艺包括以下四个步骤:
将纤维增强材料送入导轨
这些材料通常是连续的原丝毡或长丝卷(也称为粗纱)。该过程的第一步是将这些原材料送入预成型导轨。这必须非常小心地完成,因为不准确会对最终配置文件产生负面影响。大量的纤维输入汇集在一起以创建零件。导轨内的张紧辊使材料成型。
树脂浸渍
玻璃现在与树脂混合物接触。树脂会浸泡并渗透未完成的产品。拉挤成型的浸渍阶段可以使用不同类型的树脂,也可以在此处添加颜料以增加颜色并增强产品的外观。有助于固化或固化型材的催化剂也会加入混合物中。此步骤对于保护最终产品免受腐蚀、紫外线和其他影响问题非常重要。
加热模具
通过浸湿浴后,增强纤维通过加热模具。这是纤维开始凝固成最终形状的步骤,因为热量会引发浸渍增强材料内的交联过程。此步骤中的一个关键考虑因素是温度。低温会导致复合材料变薄,而温度过高会导致复合材料开裂。
与模具分离
在加热过程接近尾声时,树脂的温度将变得高于模具的温度。这开始了分离过程。该过程的最后一步是当型材遇到切割锯时,它被切割成合适的长度。这样就完成了拉挤成型工艺,成品玻璃纤维增强聚合物就是最终结果。
联系我们 从 TFcomposite 获取 FRP 型材的报价。